欢迎进入东莞市诺元电机设备有限公司官网!公司主营:无刷绕线机,电机绕线机,马达绕线机,定子绕线机,飞叉绕线机,高速绕线机等!
诺元视频号


0769-81551289
150-1531-7403(微信同号)
诺元视频号
0769-81551289
150-1531-7403(微信同号)
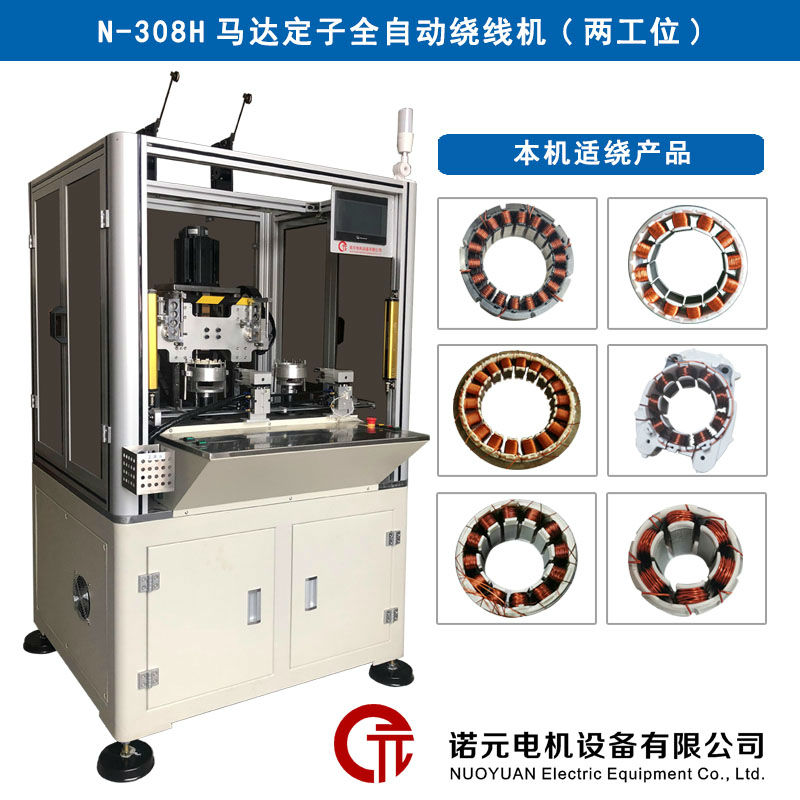
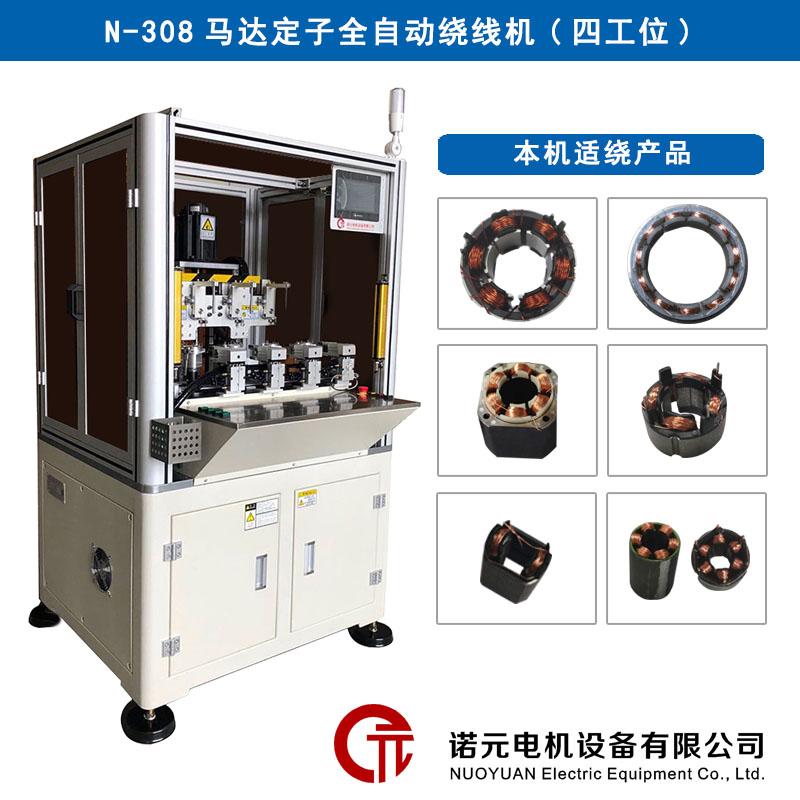
常用的槽口向内的无刷电机定子产品,一般都是采用专门的内绕机设备,有两工位、四工位、六工位、八工位壳供选择,但是不同的内绕机绕线方式也有区别,常见的就是上绕线和下绕线,那么针式内绕机上绕线和下绕线有什么区别?过线方式有什么不同呢?下面诺元简单的给大家介绍一下吧!

一、上绕线与下绕线的核心区别
1. 绕线方向与模具定位
上绕线:针杆从定子上方开始绕线,线嘴在伺服电机驱动下上下移动,模具左右旋转完成排线。模具初始定位需准确,确保线嘴与槽口对齐,避免绕线偏移。
下绕线:针杆从定子下方开始绕线,原理与上绕线相似,但模具的旋转方向或初始角度可能调整,以适应下方绕线的空间布局。
2. 适用产品差异
上绕线:常见于水泵、步进电机、伺服电机、家用电器、医疗器械等定子产品,这些产品对绕线精度和槽满率要求较高。
下绕线:多用于电动工具电机、园林工具电机等定子,这类产品可能因结构限制或工艺需求,需从下方绕线以优化空间利用。
3. 设备配置与工位选择
两者均可配置两工位、四工位、六工位。
下绕线设备可能针对粗线或特殊槽形优化模具设计,以减少绕线阻力。
空负载速度均可达800r/min,但实际绕线速度受线径、槽数、排线密度影响。
二、过线方式的不同
1. 上绕线的过线路径
漆包线从线轴引出后,经张力器、导轮进入针杆线嘴,线嘴在针杆上下运动中带动线材进入槽口。
模具旋转时,线嘴需同步前后移动,确保线材在槽内分层排列,避免叠线或伤线。
关键点:线嘴与模具的协同运动需高度精准,否则易导致排线混乱或断线。
2. 下绕线的过线路径
漆包线路径与上绕线类似,但线嘴需从定子下方进入槽口,模具旋转方向或初始角度可能调整,以适应下方绕线的空间布局。
针对粗线或特殊槽形,线嘴可能采用加宽设计或特殊材质,以减少绕线阻力并防止伤线。
关键点:下方绕线需确保线材与模具无干涉,且排线密度需满足产品性能要求。
选择建议:
若产品对绕线精度和槽满率要求高(如医疗设备、精密伺服电机),优先选择上绕线设备。
若产品线径较粗或槽形特殊(如电动工具电机),且需控制成本,可考虑下绕线设备,但需确保模具设计能满足排线需求。

希望以上内容能满足您的需求。如果您还有其他关于针式内绕机或相关技术的问题,或者对当前内容有何反馈,请随时告知,以便我更好地为您服务。




 扫描二维码,关注诺元公众号
扫描二维码,关注诺元公众号