欢迎进入东莞市诺元电机设备有限公司官网!公司主营:无刷绕线机,电机绕线机,马达绕线机,定子绕线机,飞叉绕线机,高速绕线机等!
诺元视频号


0769-81551289
150-1531-7403(微信同号)
诺元视频号
0769-81551289
150-1531-7403(微信同号)
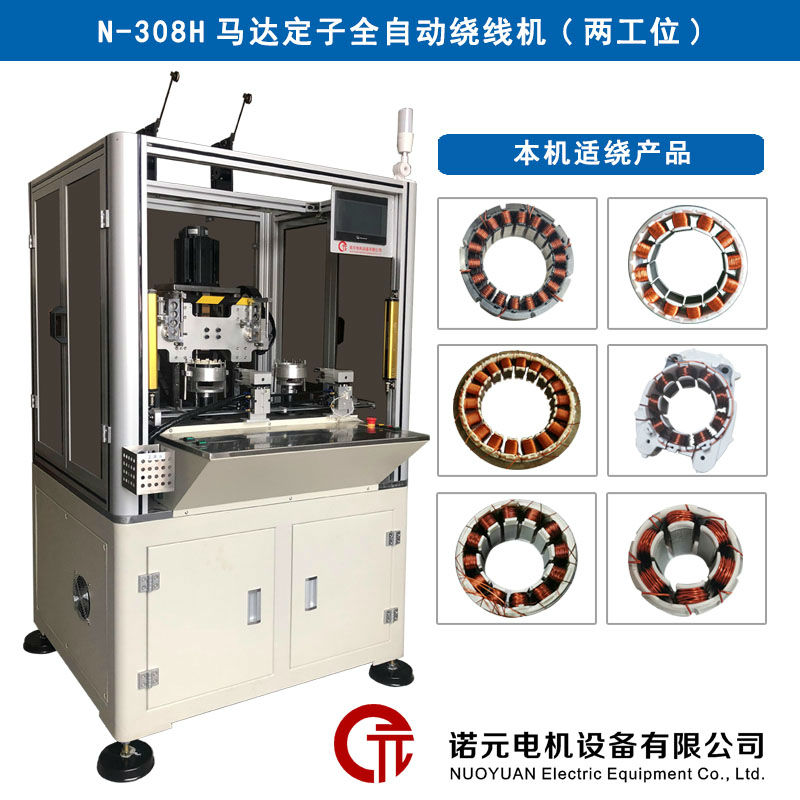
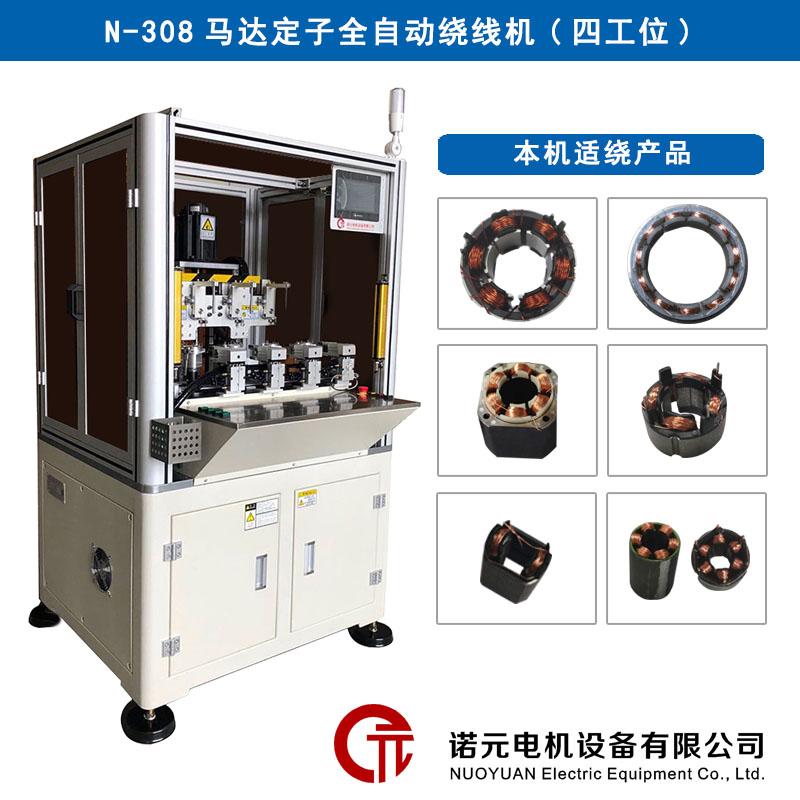
全自动无刷定子绕线机是现代电机生产中的关键设备,其高效、准确的绕线能力直接影响电机的性能和可靠性。以下是诺元对其运行原理、核心要求及绕线难题处理方案的总结与优化建议,希望可以帮助到大家!

一、运行原理:精密机械与智能控制的协同
1.机械结构
绕线头:伺服电机驱动针杆或飞叉,确保高速运动下的准确绕线。
定子夹具:高刚性设计,结合减震技术,避免振动干扰。
传动系统:高准度滚珠丝杠与直线导轨,重复定位精度≤±0.05mm,为分层绕线提供基础。
2.送线装置
张力控制:闭环反馈系统动态调整张力(±0.5N波动),适应不同线径与速度。
剪线与转向:伺服电机驱动,误差控制在±0.1mm(剪线)和±0.5°(转向)。
3.智能控制
路径规划:基于CAD模型优化绕线顺序,避免交叉或重叠。
参数控制:PLC/CNC系统精准调节圈数、速度等,相邻槽口误差≤±0.05mm。
视觉检测:高速摄像头实时监测排线状态,自动修正缺线、重叠等问题。
二、核心要求:精度、稳定性与安全性
1.精度
排线误差≤±0.02mm,张力波动≤±3%,绝缘纸定位误差≤±0.1mm。
需定期校准设备,确保传感器和传动部件的准确性。
2.稳定性
采用高刚性导轨和主动减振算法,铜线抖动幅度≤±0.01mm。
环境控制:恒温(±2℃)、恒湿(≤60%),避免漆包线软化。
3.安全性
防护罩、紧急停机机制(响应时间≤0.5秒)及规范操作流程缺一不可。
三、绕线难题处理方案
1.排线混乱
优化设备:升级高刚性机架,引入自动润滑系统。
智能算法:根据线径、匝数自动调整排线策略,减少人为误差。
视觉辅助:实时监测并报警,支持自动修正。
2.伤线与断线
粗线处理:涂覆润滑层,模具抛光至Ra≤0.4μm。
细线处理:降低绕线速度至80%,采用动态张力控制系统。
3.多线并绕干扰
优化线间距设计(≥0.5mm),实时张力补偿(偏差≤±0.3N)。
激光位移传感器监测线间位置(误差≤±0.02mm)。
4.设备稳定性差
定期维护(清洁过线轮、更换磨损件),建立健康档案。
升级电源系统,引入物联网远程监控,预测性维护。
5.模具精度不足
严格加工标准(槽口偏差≤±0.03mm),抛光至Ra≤0.2μm。
激光定位技术确保重复定位精度≤±0.01mm。

全自动无刷定子绕线机运行原理和要求如何?怎么处理绕线难题?以上已经做了简单的讲解,希望可以帮助到大家!




 扫描二维码,关注诺元公众号
扫描二维码,关注诺元公众号