欢迎进入东莞市诺元电机设备有限公司官网!公司主营:无刷绕线机,电机绕线机,马达绕线机,定子绕线机,飞叉绕线机,高速绕线机等!
诺元视频号


0769-81551289
150-1531-7403(微信同号)
诺元视频号
0769-81551289
150-1531-7403(微信同号)
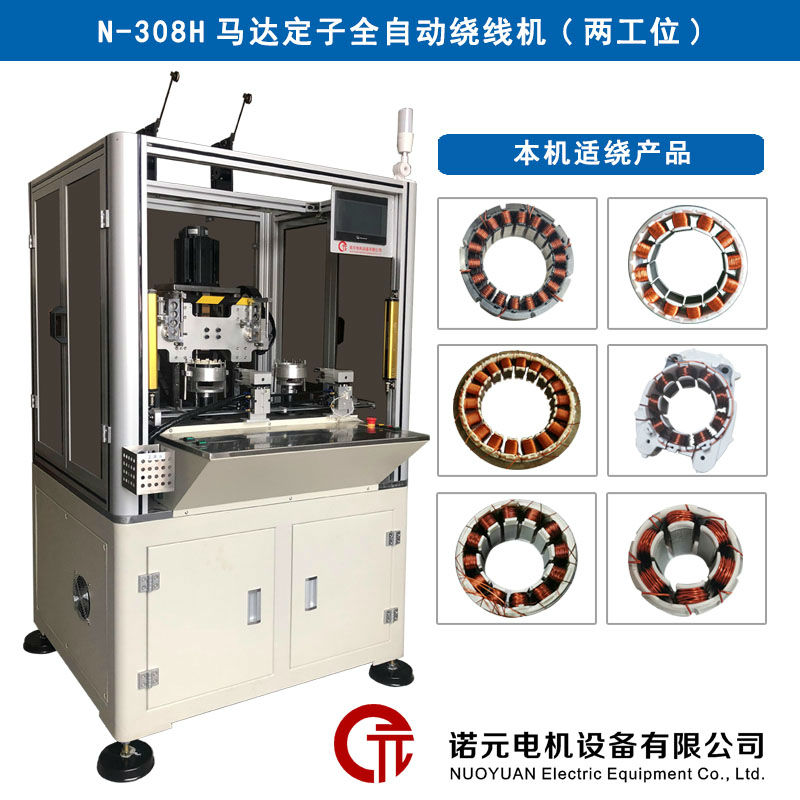
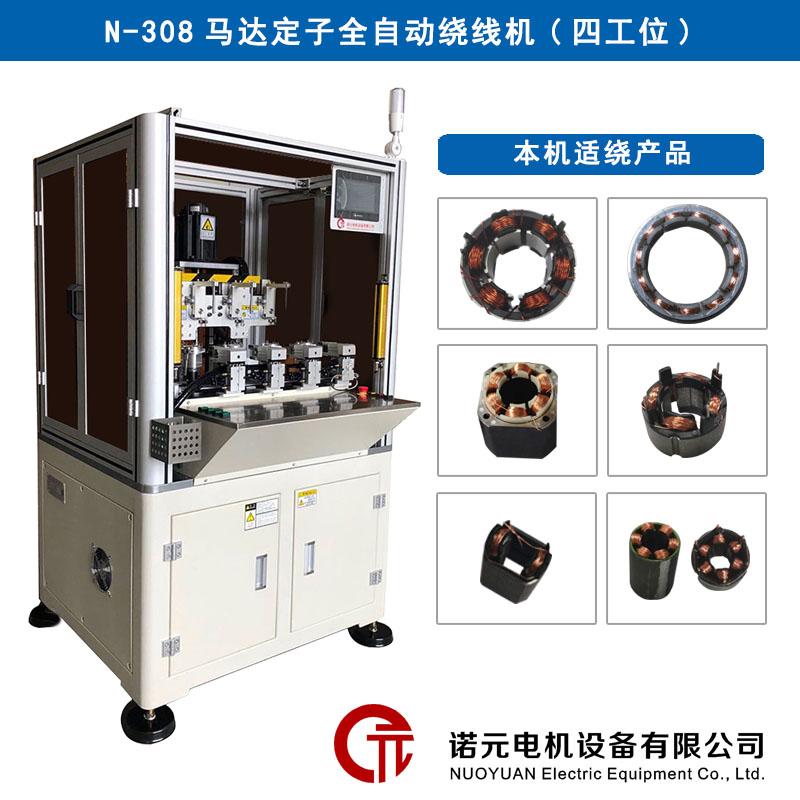
关于无刷定子绕线机的全自动绕线排线过程,涵盖了技术流程、精密度要求、技术挑战与解决方案以及行业应用与标准等多个方面。以下是诺元基于全自动绕线机绕线排线的相关内容,简单的给大家分析一下!

无刷定子绕线机的全自动绕线排线过程是现代电机制造中的一项关键技术。这一过程涉及精密的机械控制、自动化编程以及多维度参数的协同工作,其精密度要求直接决定了电机的性能与可靠性。
一、全自动绕线排线的核心技术流程
1.智能编程与路径规划
利用CAD软件或专用编程系统,输入定子结构参数,如槽数、槽型、绕线层数等,生成三维绕线路径模型。
系统自动计算优化绕线顺序,避免交叉、重叠或张力突变,确保铜线能够均匀、准确地填充槽口。
2.张力与速度动态控制
采用闭环张力控制系统,实时监测铜线张力并动态调整,确保张力波动范围在小范围内(如±0.5N)。
绕线速度与张力实现联动控制,高速绕线时自动降低张力以防止断线,低速绕线时提高张力以保证排线紧密。
3.高准度机械执行
排线机构采用精密滚珠丝杠和直线导轨,重复定位精度高,确保铜线在槽内分层排列无偏差。
张力控制使用磁滞或伺服张力器,动态响应时间短,张力波动范围控制在小范围内(≤±2%)。
通过高准度伺服电机驱动剪线刀和换向机构,实现准确的剪线与换向操作,剪线误差和换向角度误差均控制在较小范围内。
4.在线检测与反馈补偿
激光位移传感器实时监测铜线位置,一旦发现偏差超过设定阈值(如±0.05mm),系统立即自动调整排线机构位置。
视觉检测系统扫描绕线表面,识别并处理缺线、重叠等缺陷,确保绕线质量。
二、精密度要求的核心指标
绕线位置精度:铜线需严格按槽口轮廓排列,误差控制在小范围内(±0.02mm以内),以避免因偏移导致磁路不对称。
张力一致性:全程张力波动需控制在小范围内(≤±3%),以防止因张力突变引发断线或线圈松动,影响电机效率与寿命。
层间绝缘与填充率:层间绝缘纸需准确定位,误差控制在小范围内(≤±0.1mm)。
重复定位精度:多槽绕线时,相邻槽口绕线起始点误差需控制在小范围内(≤±0.05mm),以确保电机电磁性能的一致性。
三、技术挑战与解决方案
挑战一:高速绕线时铜线易抖动,导致排线紊乱。
解决方案:采用高刚性导轨与闭环伺服系统,结合主动振动抑制算法,将抖动幅度降低至小范围内(±0.01mm以内)。
挑战二:多线并绕时线间干扰。
解决方案:通过电磁场仿真优化线径与间距,结合实时张力补偿技术,将线间短路风险降低至低水平(0.1%以下)。

无刷定子绕线机的全自动绕线排线技术是现代电机制造领域的重要发展方向。通过不断优化硬件精度与软件算法,实现高效、可靠的自动化生产,将能够满足高端电机制造的严苛标准,为电机行业的持续发展注入新的活力。




 扫描二维码,关注诺元公众号
扫描二维码,关注诺元公众号