欢迎进入东莞市诺元电机设备有限公司官网!公司主营:无刷绕线机,电机绕线机,马达绕线机,定子绕线机,飞叉绕线机,高速绕线机等!
诺元视频号


0769-81551289
150-1531-7403(微信同号)
诺元视频号
0769-81551289
150-1531-7403(微信同号)
伺服电机的精度要求很高,定子绕线工序一般采用分块式拼圆的方式,需要用到专业的定子分块绕线机设备,那么伺服电机分块定子如何绕线?要注意什么问题呢?下面诺元简单的给大家介绍一下吧!

一、绕线方式
伺服电机分块定子的绕线采用“分块绕制+模块拼接”的工艺,具体流程如下:
1.定子分块
将定子铁芯分割为多个独立模块(如6分块、12分块),每个模块包含一个或多个齿槽。分块设计可降低绕线难度,适配复杂槽型,并提升设备灵活性。
2.分步绕制
在分块模具上完成单块线圈绕制。绕线机通过以下核心动作实现精密绕线:
主轴旋转:带动定子分块旋转,确定绕线角度。
排线轴移动:控制漆包线轴向移动,实现等距或渐变间距排线。
分块定位:通过旋转伺服调整分块模具角度,确保多模块拼接时槽口对齐。
三轴协同(旋转-排线-定位)完成连贯绕线动作,若某一轴出现偏差,伺服系统可在10ms内修正,保障精度。
3.模块拼接
将绕制好的分块拼接成完整定子。拼接后需检测整圆槽满率,确保各模块绕组对称、几何对齐,避免三相电流不平衡或磁场畸变。
二、注意事项
1.设备选型与参数调试
型号匹配:根据定子外径、内径、叠层厚度及线径选择绕线机型号,确保设备功率与生产规模适配。
参数优化:
绕线速度:细线(直径≤0.5mm)建议10-15m/s,扁线(截面≥2mm×5mm)建议8-12m/s,避免断线或变形。
张力控制:铜线张力为线径平方×0.8-1.2(如0.5mm铜线张力=0.25N),铝线需降低20%-30%,防止线体断裂或绝缘层磨损。
排线步距:圆线电机步距=线径×1.05,扁线电机步距需与线宽一致(如5mm扁线步距=5mm),分块定位角度误差≤0.01°。
调试方法:采用“梯度提速法”(逐步提升速度)和“张力测试法”(实时监测张力波动),确保参数更优。
2.工艺精度控制
排线均匀性:通过“轨迹预规划+动态补偿”技术,确保排线间距误差≤±0.01mm,避免漆包线交叉叠压。
绝缘处理:同步铺设绝缘纸,位置精度≤±0.05mm,防止短路。
分块一致性:检测分块尺寸公差(如±0.02mm),避免拼接后同轴度超差(如0.05mm提升至0.02mm)。
3.故障排查与预防
常见故障:
断线:检查导线轮磨损(如更换耐磨陶瓷轮后断线率从8%降至0.5%)、张力波动或线径超限。
线圈紊乱:排查排线步距参数、排线轴伺服状态(如编码器反馈偏差)或分块模具定位。
拼接偏差:测量分块角度误差、检查拼接工装磨损或定子分块尺寸超差。
预防性维护:定期检查伺服电机、导线轮、张力器等关键部件,利用状态监测功能(如温度、振动)预警异常。
4.生产效率提升
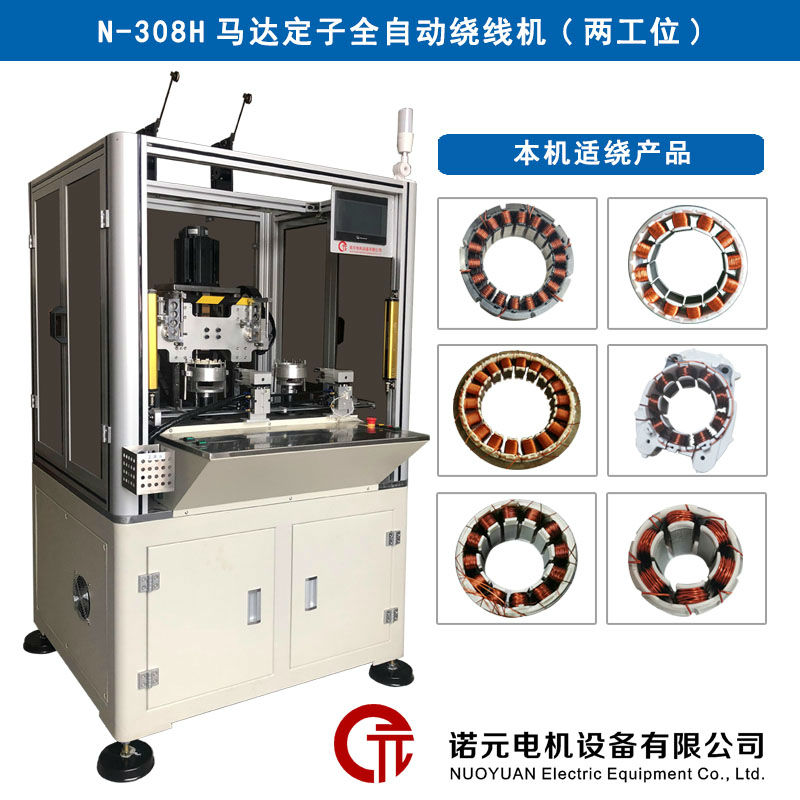
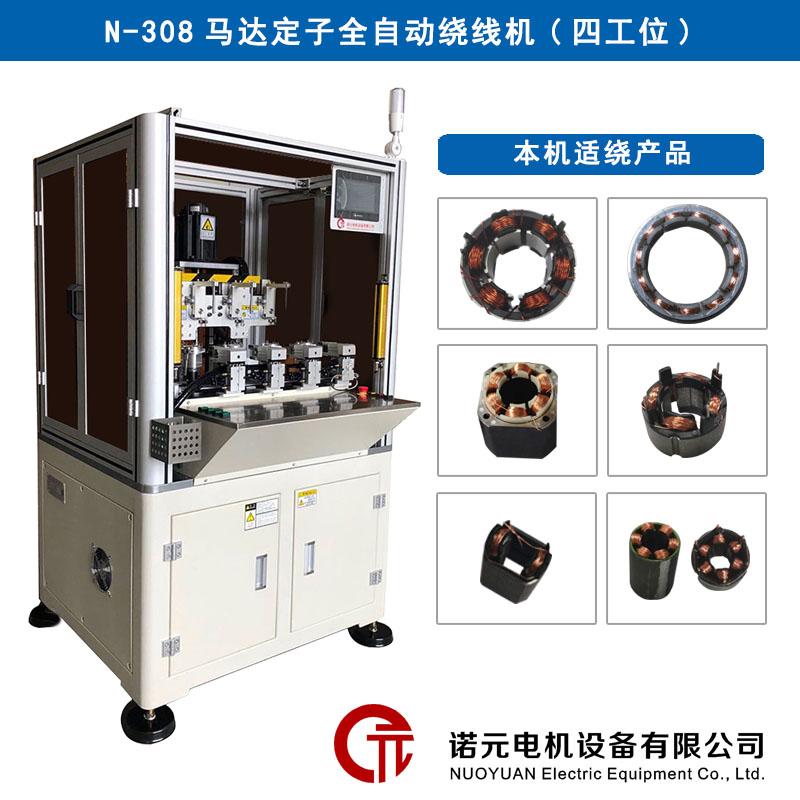
并行生产:利用多工位绕线机(如6工位同时绕制6分块)缩短工序等待时间,产能提升6倍。
快速换模:针对多批次订单,采用“参数预存+快速换模”模式,换型时间从30分钟缩短至15分钟。
数据化管理:通过MES系统采集绕线效率、不良率等数据,不断优化生产计划。

伺服电机分块定子如何绕线?要注意什么问题?以上已经做了简单的讲解,希望这些知识可以帮助到大家!




 扫描二维码,关注诺元公众号
扫描二维码,关注诺元公众号