欢迎进入东莞市诺元电机设备有限公司官网!公司主营:无刷绕线机,电机绕线机,马达绕线机,定子绕线机,飞叉绕线机,高速绕线机等!
诺元视频号


0769-81551289
150-1531-7403(微信同号)
诺元视频号
0769-81551289
150-1531-7403(微信同号)
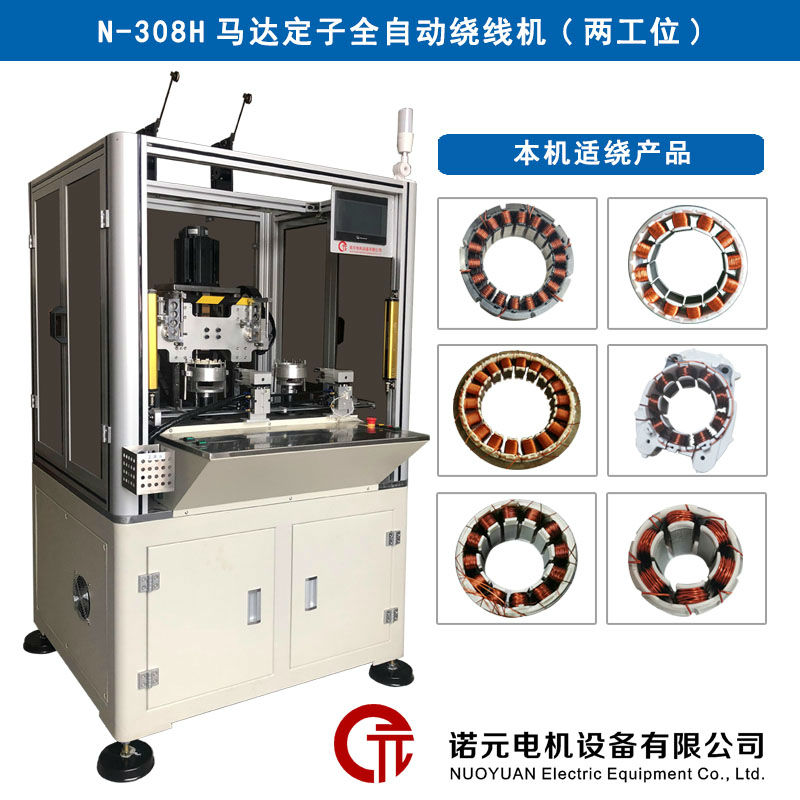
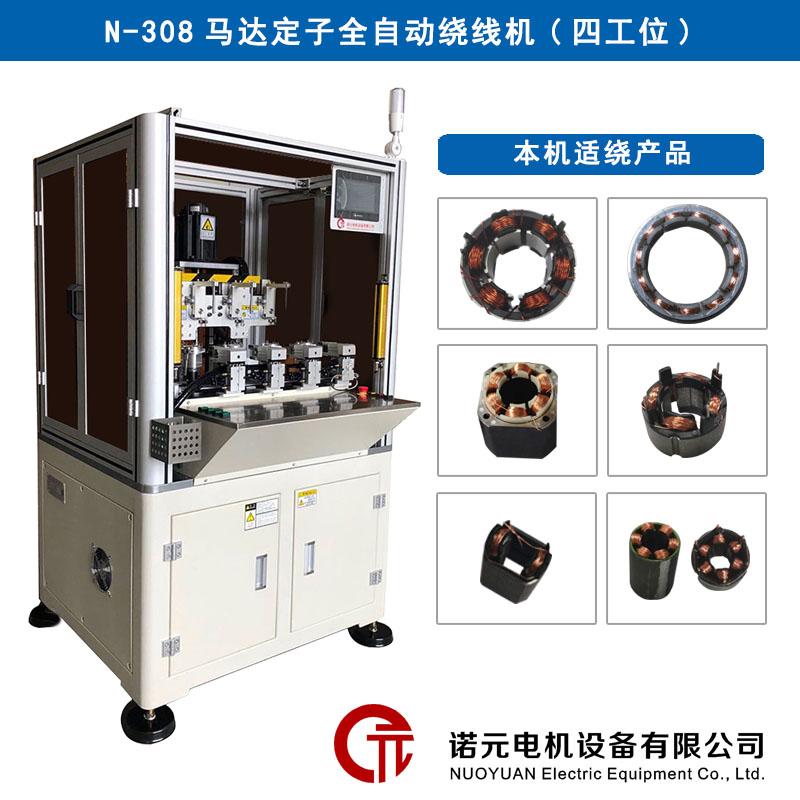
马达电机定子绕线机,不仅仅要把漆包线完整的绕上去,还要讲究美观度,排线问题需要达到一定的要求,那么马达电机定子绕线机如何解决排线问题?精密度如何控制呢?下面诺元简单的给大家介绍一下吧!希望可以帮助到大家!

排线问题可从硬件升级、算法优化和工艺校准三个维度解决,精密度可通过机械精度控制和闭环系统反馈稳定在±0.01mm以内。
排线问题解决方案
一、硬件优化升级
1.传动部件升级:采用滚珠丝杆+线性导轨组合,将定位误差控制在±0.01mm以内;选用额定转速≥3000RPM的伺服电机并搭配直接驱动技术,消除机械传动误差。
2.排线结构优化:通过有限元分析减少排线器惯性质量,加速度提升至1.5G以上以适配高速启停需求;使用陶瓷或碳化钨线嘴搭配微调机构,实时补偿线材直径偏差。
3.模具精度管控:采用合金钢材质制造定子模具,搭配激光校准仪校准排线轨迹,偏差超±0.05mm时自动报警。
二、算法与系统优化
1.排线路径规划:基于定子槽型建立三维数学模型,采用非均匀有理B样条算法生成平滑路径;在拐角处启用速度前瞻控制,提前减速避免线材甩出叠线。
2.张力闭环控制:装配张力传感器实时调整张力,铜线保持0.5-5N、铝线保持0.3-3N张力区间,根据线径自动匹配速度与张力参数。
3.误差补偿机制:通过红外热成像监测温度变化,温度每升高10℃自动补偿0.005mm定位误差;集成线径-速度-张力映射表,实时修正排线间距。
三、工艺校准规范
1.装夹精度校准:定期检测定位销磨损情况,定子装夹同心度偏差控制在0.02mm以内。
2.线材预处理:使用羊毛毡清洁线材表面杂质,减少过线轮摩擦导致的线径波动。
四、精密度控制标准
1. 定位精度:通过伺服电机20位绝对值编码器,实现微米级定位,确保排线间距误差≤0.01mm。
2. 槽满率一致性:实时监测绕线匝数,通过闭环反馈动态调整排线路径,槽满率波动控制在3%以内。
3. 张力稳定性:张力超调量小于3%,避免线材因张力不均出现拉伸变形或松弛叠线。

马达电机定子绕线机如何解决排线问题?精密度如何控制?以上已经做了简单的讲解,希望这些知识可以帮助到大家!




 扫描二维码,关注诺元公众号
扫描二维码,关注诺元公众号